







五金冲压模具-五金冲压模具生产厂家-源鹏电子良心企业
东莞市源鹏电子科技有限公司
经营模式:生产加工
地址:广东省东莞市虎门镇雅瑶工业区东一路11号
主营:研发,产销:电子配件,电子产品,端子,五金配件
业务热线:0769-81551406
QQ:389629731
产品详情 联系方式
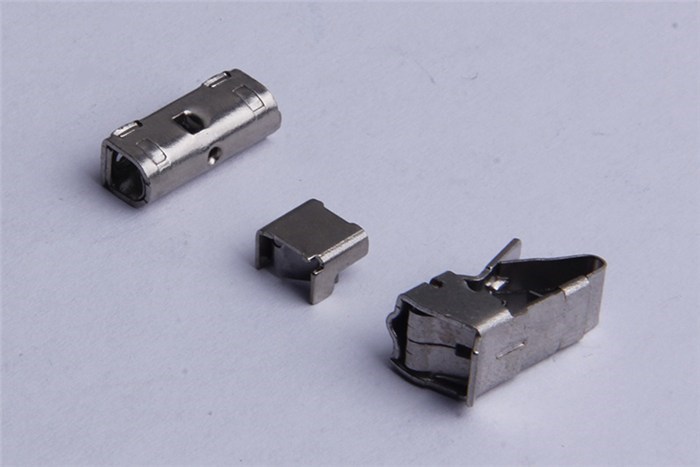
源鹏五金冲压模具,冲压技术很好
冲压机械是通过装载冲压模具(以下称模具)后进行冲压加工的。模具由一对刀具(工具)组成。如果您联想一下剪刀就不难理解了。首先将一片刀具装在冲头上,另一片刀具固定在垫枕部上。将铁板放在刀具与刀具之间,冲头下降时铁板就会被切断。这一对刀具就是模具。
被装在冲头上的模具,理所当然就被称為上方模具,即上模具。 垫枕部的模具就称為下模具。 上模具与下模具共同构成模具。 冲压加工也有很多类型(锻造、轧花、接合等)、在这裡我们将对铁板(主要為软钢板)的加工称為冲压加工。铁板(钢板)的形态各异,薄板有的比纸还薄,而厚板有的与其说是「板」,倒不如说是铁块更贴切。这裡我们所考虑的是厚度在0.5mm~4mm左右的钢板。
源鹏五金冲压模具,冲压技术很好,值得信赖!

源鹏五金冲压模具,更加精密
精密连续模具在确定排样图之前,先做冲裁冲头迭加图。做此图的目的是保证将所有的废料都冲完,获得完整的产品。首先要确定制品的毛边面,制品料纹方向要求,步距,条料宽度,制品的基准面,合理的搭边及送料方向。要考虑到冲头的先后顺序,弯曲的先后顺序,定位孔及搭边位置等。冲裁冲头的形状应尽量做到以下几点:a: 尽量避免长方形冲头,因为长方形冲头易跳废料b: 冲头应避免过长的悬臂与狭槽。因为悬臂会影响冲头的强度。狭槽会影响到凹模的强度。冲头尽量避免尖角。c; 冲头应做防脱料结构,并考虑到加工工艺,尽量利用磨床及线割加工,减少放电加工。d: 两个冲头的连接处会有接口,在保证顺利冲裁的情况下,尽量减小产品上冲头接口位置的大小,对某些产品,接口的大小、位置及形状,要与客户商讨共同制订。

源鹏五金冲压模具,更加注重设计
这种冲子同B一样,是它的变羿,其中V形的作用用来卡隹裁边废料防止翻转跳屑,它的角度為50°~70°d:这种冲子既裁边又兼落外形。确导正孔的大小及位置,一般的连续模都要冲导正,以便后工序的准确定位,在工程模中常用產品零件上的内孔或外形来实现下一工序的定位,若既无内孔,外形又不能用来定位,那麼隻得借助工艺孔了:如一工程打凸胞,第二工程落外形这种情况,那麼隻好在一工程中在外形的对角同时冲两个工艺孔(孔大小与材料厚度有关:常用3.0~6.0)以便下一工序的定位高速冲压模具设计知识。


杨先生先生
手机:13694922701




